
Maschinentyp
Brazing benches
Brazing benches with PLC controlled burners are particularly suitable for manufacturing small series or for prototype production under near series conditions. The brazing cells left and right are alternately loaded, i.e. one cell is always free for unloading and loading, while in the other cell a brazing process runs independently.


Shuttle brazers
Shuttle systems are ideal for small and medium-volume production of similar components or to handle applications where space is needed to braze bulky parts. The possible machine variants reach from small, manually operated single station systems up to large machines with two brazing stations and a wide range of control options and technical features that provide extensive automation.


Manually operated brazing shuttle with one load/unload station and 1 brazing station (left pic.) and a pneumatically operated brazing shuttle with center located brazing station and load/unload stations left and right.


The shuttle mounted fixture is pneumatically pushed from the load/unload stations (left/right) into the heating station (center located) where the brazing operation automatically starts with controlled timing.
In-line machines
These machines are mainly used for brazing of tube arrays.
The two fixtures (left/right) are alternately loaded, i.e. one fixture is always free for unloading/loading, while a brazing process is being executed on the other fixture. Pushing the start button for either the left or right working station, the burner carriage moves to the start position.
As soon as the start position is reached, the brazing burners automatically fire up and the carriage mounted torches together with brazing wire feeders (optional) travels along the assembly to braze all tube connections one after the other.


A servo axis driven carriage travels the fixture mounted braze part (here: heat exchanger) through a flame field with programmable speed.


Two station brazing shuttle with servo axis driven burner installation, which is moving a flame field with progressively increasing speed over a coil assembly, to braze the return bends.
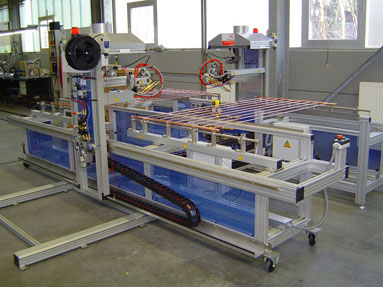

In-line brazing machine for brazing of pipe arrays for solar water heaters made from copper or aluminum tubing.

In-line brazing machine for brazing of hairpin tubes for solar water heaters.


In-line brazing machine for brazing of towel racks (bathroom radiators).
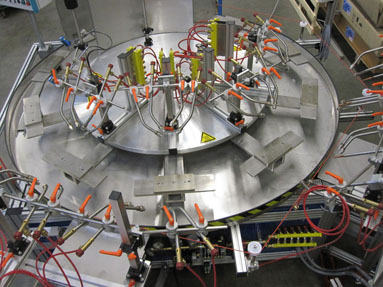
Rotary indexing machines
There are several considerations that need to be looked at when designing a brazing system, the three most important being:
- geometry of the work-piece
- required production volume
- desired extent of automation
Heating, brazing and cooling with air or water quench is always automatically effected. Depending on the braze part, further operations can be mechanized, like:
- flux or brazing paste dispensing
- application of brazing wire
- feeding and unloading of parts, etc.
The extend of automation is mainly dependend on the hourly required production volume. The size of the machine, i.e. the reference circle of the table plate, is basically determined by the size of the braze part and the number of work stations which are necessary to obtain the desired extend of automation and the required production volume.
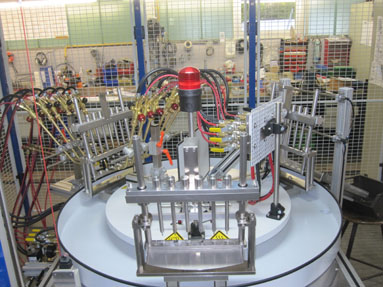

3-station rotary indexing table brazing machine


4-station rotary indexing table brazing machine

6-station rotary indexing table brazing machine


Rotary indexing table brazing machine with automatic part feeding
Caroussel type brazing machine
The machine operates in continuous rotating mode. Whilst the table is slowly rotating, the operator manually takes off ready components, and loads fresh parts into the jigs. The parts have to be prepared with flux and braze rings before. After loading, the parts move through the heating area, which is located opposite of the operator’s position.Moving through the heating area, the parts get steadily heated up to brazing temperature.
Whilst rotating further to the operator’s position, the finished products cool down in the water cooling station and can be taken off, once they have reached the operator’s place.


Transfer systems
Transfer system brazing plants are often the ideal solution for a large scale production of bulky parts. The work-pieces are straight-line moving through the heating stations.
This gives the advantage, that the brazing torches can be positioned to the braze parts very close, with that increasing the intensity of the heat source. A higher intensity of the heat source means shorter heating times, resulting in a high production volume.
These systems furthermore provide enough space to install additional stations for mechanical processing or washing and cleaning after brazing. We offer different types of Transfer-Systems.
Linear conveyor belt brazing machines
A conveyor belt carries the braze parts with constant speed through a flame field. Here, the parts get steadily heated until the braze rings are completely melted at the end of the heating area. After leaving the heating zone, the parts cool down at the belt.


A conveyor belt transfers the braze part into the brazing station While the coil assembly is resting in the brazing station at a fixed position, the servo axis attached burners travel along the coils to braze the return bends one after another.


Square system
Workpiece pallets, positioned unattached on two constantly moving belts or braking roller chains, are used to transport the workpieces. The workpiec pallet is stopped by stop gates at stations (areas for for manual work or automatic stations for heating, cooling or processing), while the conveyor continues moving. Several workpiece pallets can be built up in front of certain stations, to form small buffers. Once the processing stage at a station is completed, the workpiece pallet is released to travel on to the next work station.
Oval-conveyer system
Workpiece carriages, being attached to a drag chain, are used to transport the workpieces through the stations.



